| The steam trap is an essential part of any steam
system. It is the important link between good steam and condensate
management, retaining steam within the process for maximum
utilisation of heat, but releasing condensate and incondensable
gases at the appropriate time. Although it is tempting
to look at steam traps in isolation, it is their effect
on the steam system as a whole that is often not appreciated.
The following questions become important:
Does the plant come quickly up to temperature or is it
slow to respond, and its performance less than it should
be?
Is the system trouble free, or does inadequate steam trapping
permit waterhammer,corrosion and leakage, and high maintenance
costs?
Does the design of the system have a negative effect on
the life and efficiency of the steam traps?
It is often true that if an inappropriate steam trap is
selected for a particular application, no ill effects are
noticed. Sometimes, steam traps are even shut-off completely
without any apparent problems, for example on a steam main,
where incomplete drainage of condensate from one drain point
often means that the remainder is simply carried on to the
next. This could well be a problem if the next drain point
is blocked or has been shut-off too!
The observant engineer may recognise that wear and tear
of control valves, leakage and reduced plant output, can
all be remedied by paying proper attention to steam trapping.
It is natural for any mechanism to suffer from wear, and
steam traps are no exception. When steam traps fail open,
a certain amount of steam can be passed into the condensate
system, although it is often a smaller quantity than might
be expected. Fortunately, rapid means of detecting and rectifying
such failures are now available to the steam user.
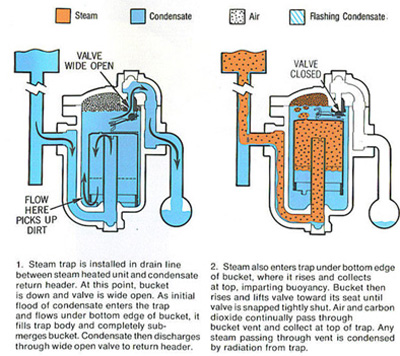
No steam system is complete without that crucial component
'the steam trap' (or trap). This is the most important link
in the condensate loop because it connects steam usage with
condensate return.
A steam trap quite literally 'purges' condensate, (as well
as air and other incondensable gases), out of the system,
allowing steam to reach its destination in as dry a state/condition
as possible to perform its task efficiently and economically.
The quantity of condensate a steam trap has to deal with
may vary considerably. It may have to discharge condensate
at steam temperature (i.e. as soon as it forms in the steam
space) or it may be required to discharge below steam temperature,
giving up some of its 'sensible heat' in the process.
The pressures at which steam traps can operate may be anywhere
from vacuum to well over a hundred bar. To suit these varied
conditions there are many different types, each having their
own advantages and disadvantages. Experience shows that
steam traps work most efficiently when their characteristics
are matched to that of the application. It is imperative
that the correct trap is selected to carry out a given function
under given conditions. At first sight it may not seem obvious
what these conditions are. They may involve variations in
operating pressure, heat load or condensate pressure. Steam
traps may be subjected to extremes of temperature or even
waterhammer. They may need to be resistant to corrosion
or dirt. Whatever the conditions, correct steam trap selection
is important to system efficiency.
It will become clear that one type of steam trap can not
possibly be the correct choice for all applications. |